
资讯中心
-
-
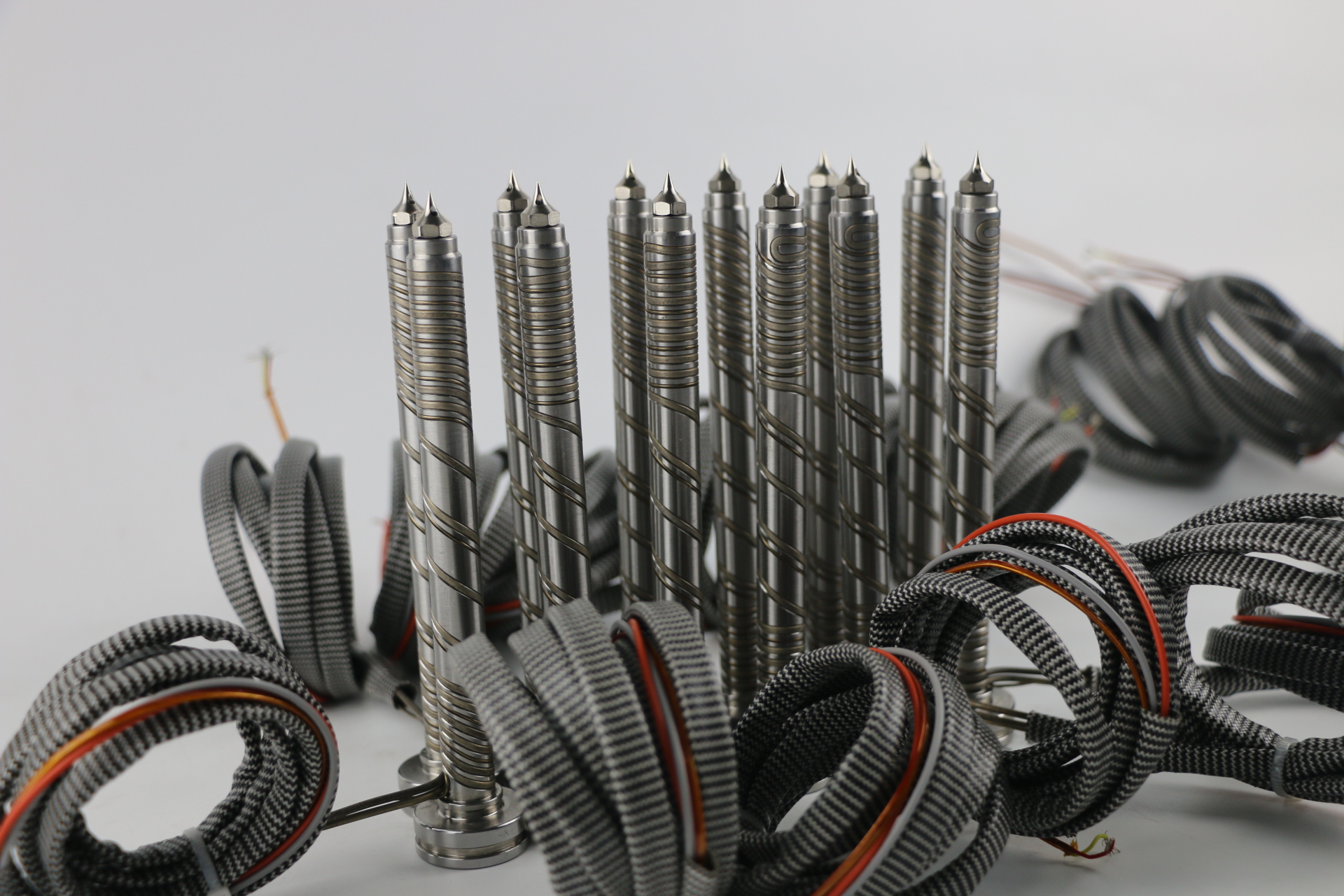
针阀式热流道的优势
大型注塑件的注塑制造通常需求两个或多个热浇口才能注满。由于一般的热浇注系统,在注射开始时浇口便随之一起打开。这样的进胶办法不可避免地存在熔合缺点,即在两股熔料前锋汇合时,因为两股熔体不能完全熔为一体,...
-
-
热流道系统是怎么样形成
流道系统是一种复杂而且具有一定优越性的模具零件。在模具生产项目中,CAE计算机辅助工程分析、树脂试验和设计概念等,都可以由热流道系统供货商来完成。在一个项目的初期,如果让热流道供货商共同参与工作,那么...
-
-
热流道操作前期注意事项
热流道模具开始操作:1、开启温控箱,热流道升温至正常温度。2、注塑机料筒升温至所需原料设置温度。3、用模温机将模具升温至操作温度。...
-
-
热流道系统使用前准备哪些工作
热流道系统由于能够提高生产效率、降低成本,现在逐渐被行业认可接受。合理使用保养热流道模具,才能在真正意义体现它的价值。热流道系统在使用前的准备工作主要有下面几点。1、热流道温控箱与模具、注塑机电源的正...
-

-
注塑机与热流道模具有什么关系呢
确保热流道模具可以自动操作的设备,首选是机器人或简便可控的机械手,比如:1、产品需要安放嵌件、标签或薄片等到模具中。2、脱出塑料件 或加速它们顶出。3、控制塑料件的移动和减少启动时间附件。4、在启动注...
-

-
热流道模具生产PS材料进胶口为会粘胶
如果是旧模具,那有可能是热流道发热管坏了,找电工解决。新模具就飞一下模,看唧嘴是否垂直,是否还有哪个倒角没避空,热流道是不是没装好,进胶口是不是被射嘴撞变形了,如果这些都排除了,那就是内部入水口太小了...
-
-
热流道模具问题原因解答全解
1、材料变色焦料或降解主要原因:温度控制不当、流道或浇口尺寸过小引起较大剪切生热、流道内的死点导致滞留料受热时间过长。解决对策:温度的准确控制。 为了能准确迅速地测定温度波动,要使热电偶测温头可靠地接...
-

-
热流道模具应用项目正常运转需要的环节与保障
★塑料温度的控制 在热流道模具应用中塑料温度的控制极为重要。许多生产过程中出现的加工及产品质量问题直接来源于热流道系统温度控制的不好,如使用鱼雷式热嘴浇口注塑成型时产品浇口质量差问题,阀式热嘴成...
-

-
热流道生产的产品产生气泡(空气滞留)哪些方案可解决?
描述: 气泡是指在塑料成型的表面或内部有气泡体。与真空不同这一滞留气体也可以出现在产品壁附近。可能的解决方案:1、降低熔化温度。2、降低螺杆转速。...
-
-
为什么要用热流道?-诺金热流道
使用热流道的模具能省料,无料柄头,省去料头回收再粉碎等多步骤和人工。成型时间快。无料口痕迹等。...
