
资讯中心
-
-
整体式热流道系统具有五大优点
1、与压力连接相比,喷嘴与流道板之间的螺纹连接将漏胶的可能性降低50%。2、取消了喷嘴大直径肩部,固定模板孔座内多个喷嘴肩轴向定位一致性问题。避免固定的模板加工误差对安装精度的影响。3、避免了喷嘴肩对...
-

-
那些产品适合用大水口热流道
适合用大水口的有结晶性塑料,非结晶性塑料采用直浇口容易拉丝,不热流道建议使用;大件产品也适合...
-

-
热流道咀芯堵塞维护
非常小心地用一根细金属丝剥出堵案物质,确保不能损坏嘴芯和浇口如果上述方法不能奏效,则从模具上取出热喷嘴卸下卡环和加热丝外罩用三爪卡盘夹住热喷嘴后端部...
-

-
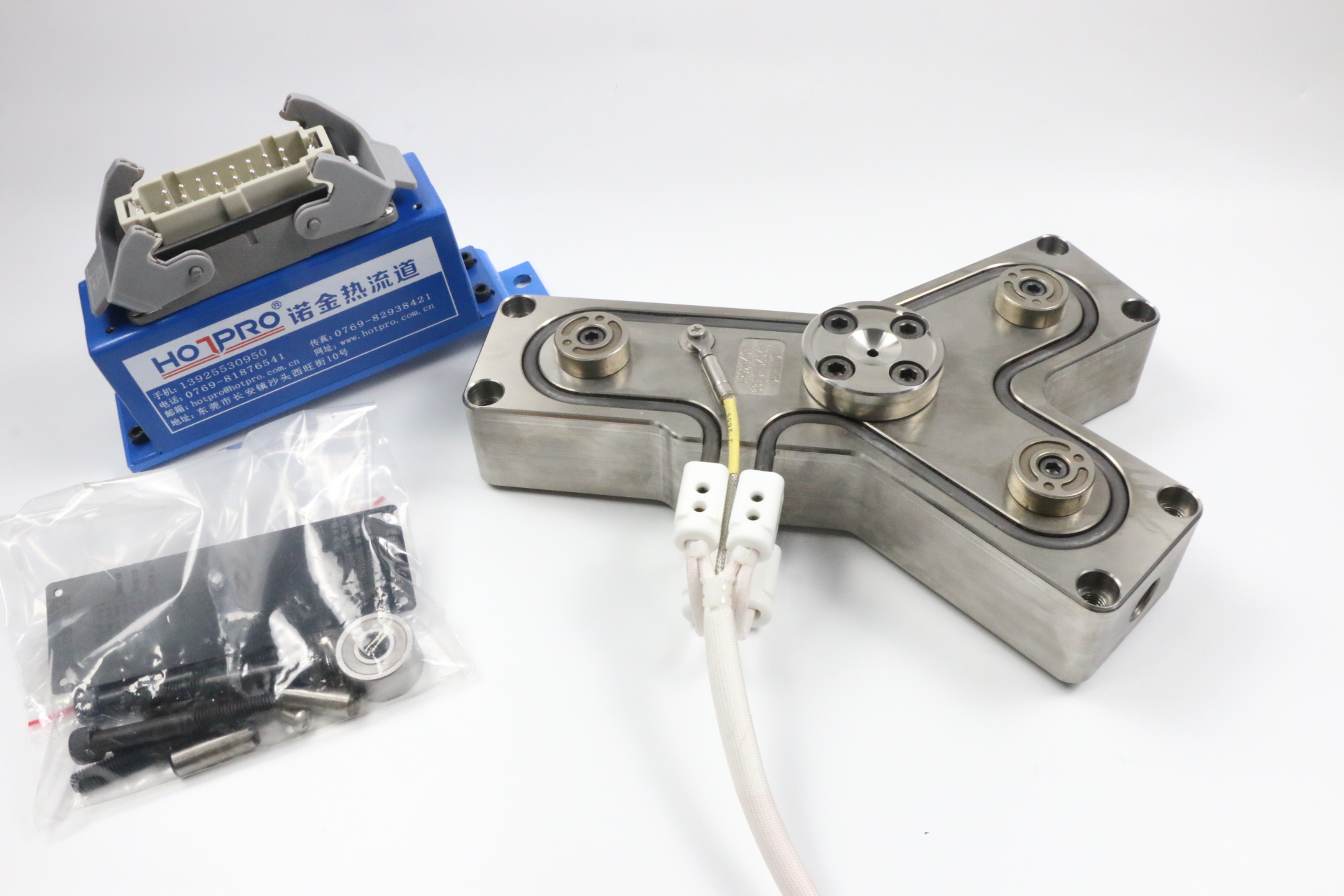
热流道搭桥系统优势
搭桥系统设计有效减少远距离移动的塑料压力下降,使进胶热咀维持合适的速度和压力。...
-

-
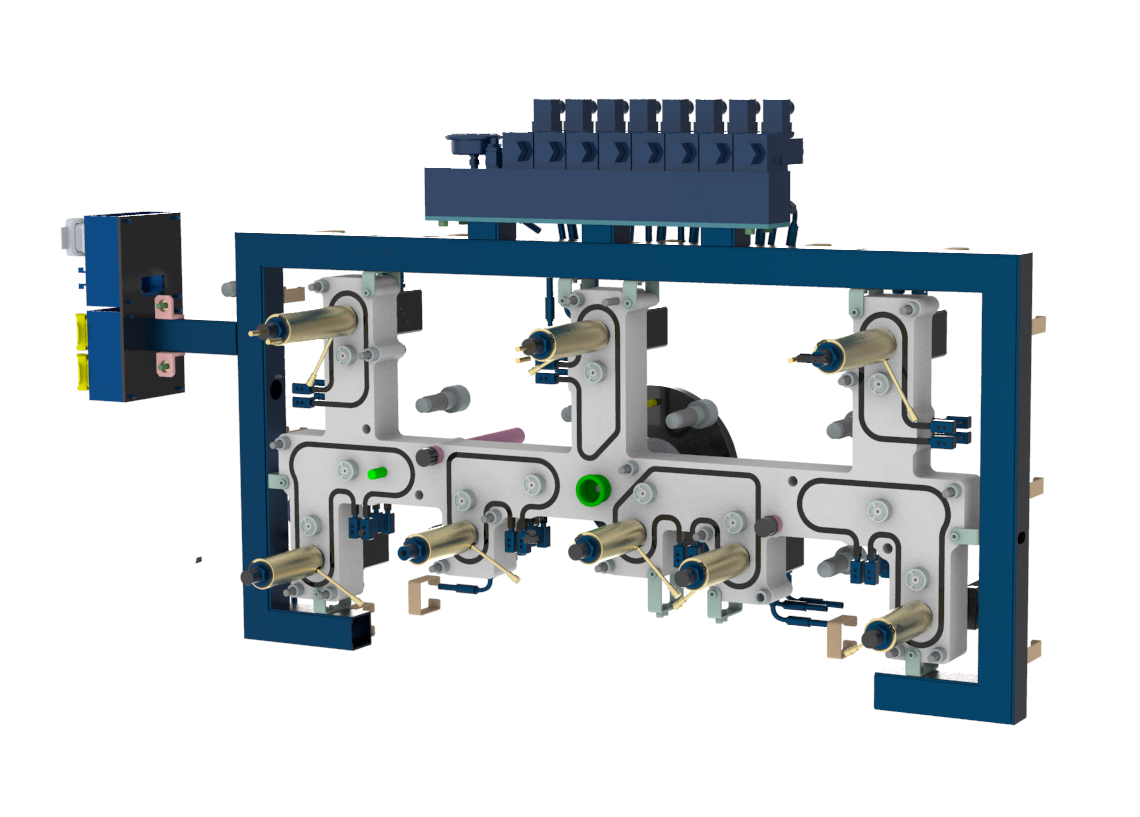
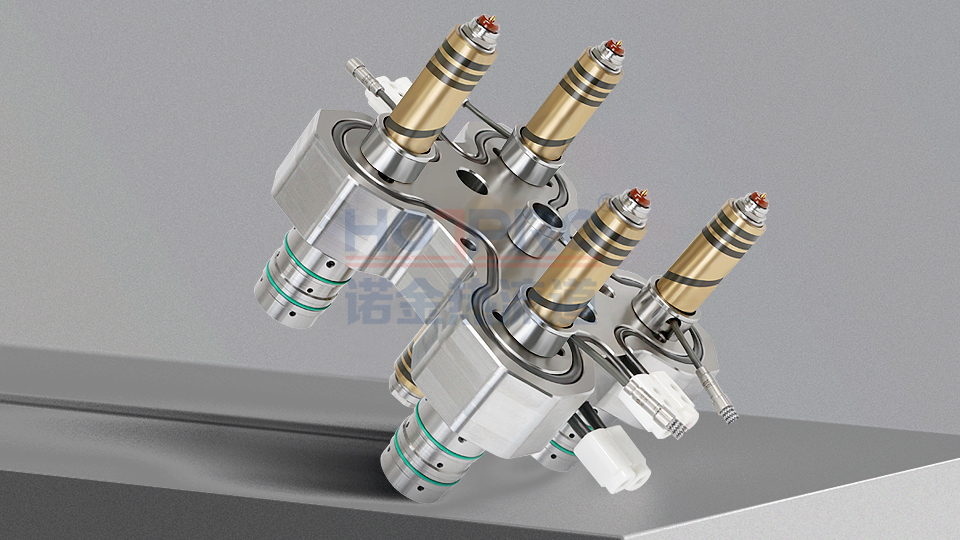
针阀热流道系统
热流道技术对注塑的成本效益和产品质量有至关重要的影响。作为热流道技术的先驱,我们专注于开发和制造圆柱式阀针浇口系统—— 一种为实现完美表面质量,产品一致性和生产可靠性的最佳热流道解决方案。所有的阀针浇...
-
-
如何选择热流道—分流板
分流板主要有三部分组成,加热系统,感温系统,流道系统组成。加热器有两种方式,一加热棒传导,第二加热盘条传导。对于目前来说还是主流的加热盘条结构,原来加热棒的主要台湾品牌居多。加热盘条的排布绝对是个学问...
-

-
热流道模具射不出胶的原因剖析有哪些?
射不出胶的原因剖析有哪些?1)浇口被杂质堵住了2)温度太低3)热度掉太大...
-

-
浇口处冷胶过快的原因有哪些?
浇口处冷胶过快的原因有哪些?1)冷却水太近、太快2)暖流道热丢掉太大...
-
-
热流道换色的进程太慢解决办法
流道换色的进程太慢,请按照下面的换色程序操作1)将模温前进15度,喷嘴和分流板前进50度2)用清洗料清洗料筒3)运用下次出产所需的无色标准原材料循环出产10次...
-
-
在热流道工作上及其关机后需要如何保养呢?
流道系统在工作中中流道附近都设立电热棒和电热圈,因此,从注塑机喷头出入口到浇口整个流道全是高溫的,而在流道中的塑料就一直维持融液情况,即使关机后都无需开启流道取下融料,要是在下一次启动时加温到所需温度...
